

Teknik resim; bir cismin boyutlarının 2 boyutlu kağıt üzerinde gösterilmesidir. Teknik resim üzerinde boyutlar, görünüşler, toleranslar ve yüzey durumları hakkında bilgi verebilmemiz mümkündür. Bu yazımda kısaca bir teknik resmin hangi parçalardan oluştuğu hakkında bilgi vermeye çalışacağım.
Teknik Resmin Temel Öğeleri
1.Kağıtlar ve Çizgiler
Teknik resim denildiğinde akla önce kağıt gelir. Genel olarak hepimizin alışkın olduğu A4 boyuttaki kağıtlar kullanılmakta olup, oldukça büyük boyutta ve çok fazla detay içeren A0 boyutta kağıtların da kullanıldığını görebiliriz. Önemli olan kısım, kağıdın boyutundan ziyade resmin net ve anlaşılır şekilde gözükmesidir.
Teknik resmin en belirgin özelliği antet dediğimiz resimle ilgili detayların (Resmi çizen kişi, resim numarası vb.) yer aldığı küçük tablo bölümüdür. Aşağıda boş teknik resim kağıdı örneğinde kağıdın en alt kısmında anteti görebiliriz:
Teknik resimlerde kullanılan çizgilerin özel anlamları vardır. Örneğin sürekli çizgi teknik resmin temel çizgisi iken noktalı kesik çizgi merkez çizgisini ifade eder.
Teknik resmin en belirgin özelliği antet dediğimiz resimle ilgili detayların (Resmi çizen kişi, resim numarası vb.) yer aldığı küçük tablo bölümüdür. Aşağıda boş teknik resim kağıdı örneğinde kağıdın en alt kısmında anteti görebiliriz:
Teknik resimlerde kullanılan çizgilerin özel anlamları vardır. Örneğin sürekli çizgi teknik resmin temel çizgisi iken noktalı kesik çizgi merkez çizgisini ifade eder.
2.Ölçek
Teknik resim okurken ilk önce dikkat etmemiz gereken şey ölçektir. Çizilmiş olan parçanın gerçek boyutlarını ölçek yoluyla çizim üzerinden hesaplayabiliriz. Bu yüzden ölçek oldukça sık kullanılan bir yöntemdir. Aşağıdaki formülü kullanarak parçanın gerçek ölçüsünü hesaplayabiliriz:
Ölçek=(Çizim üzerinden alınan ölçü)/(Parçanın gerçekteki ölçüsü)
Ölçek=(Çizim üzerinden alınan ölçü)/(Parçanın gerçekteki ölçüsü)
3.Görünüşler
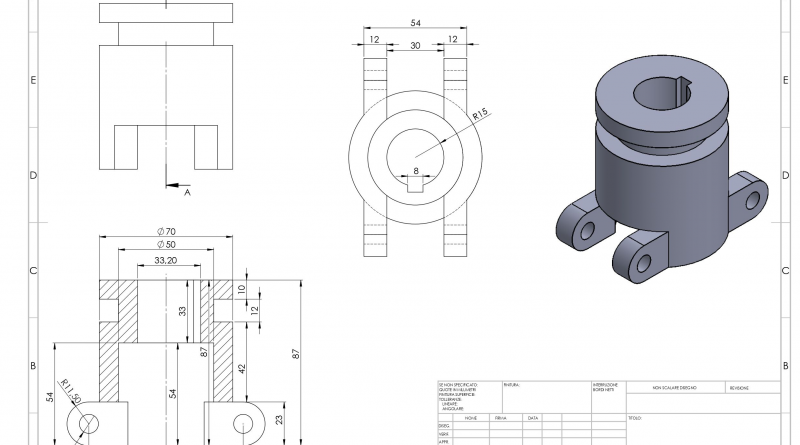
Bir cismin teknik resmini çizerken birden fazla bakış açısından izdüşümlerinin (o açıdan bakıldığında görünen hallerinin) çizmemiz gerekebilir. Böyle durumlarda öncelikle hangi bakış açılarından izdüşüm alacağımızı tespit etmeliyiz. İzdüşüm sayısı ne kadar fazla olursa cismin ifade edilmesi o kadar kolay ve doğru olacaktır.

Burada gördüğümüz teknik resim örneğinde, parçanın kendisi 3 boyutlu olarak en sağ tarafta çizilmiş. Sol tarafta ise 3 adet izdüşüm çizilmiş. Bunlardan sol üstteki izdüşüm önden bakış olarak alınmış. Bu izdüşümün sağındaki üstten, sol alttaki izdüşüm ise yandan alınmış.
Burada gördüğümüz teknik resim örneğinde, parçanın kendisi 3 boyutlu olarak en sağ tarafta çizilmiş. Sol tarafta ise 3 adet izdüşüm çizilmiş. Bunlardan sol üstteki izdüşüm önden bakış olarak alınmış. Bu izdüşümün sağındaki üstten, sol alttaki izdüşüm ise yandan alınmış.
4.Kesit Görünüş Yöntemi
Bir elmanın ortadan ikiye kesildiğini hayalimizde canlandıralım. Elma kesildiğinde içindeki çekirdek kısmını görebiliriz. Ancak elmanın teknik resmini çizerken bu çekirdekleri normalde görmediğimiz için nasıl göstereceğimizi bilemeyiz. Kesit görünüş dediğimiz yöntem burada devreye girer. Bir cismin izdüşümlerini çizdiğimizde iç kısımlarda kalan ve görünmeyen yerleri ince kesik çizgi kullanarak çizeriz. Ancak bu görünmeyen yerler karmaşık olduğunda kesit görünüş yöntemini kullanarak hem detaylı gösterebilir hem de ölçülendirebiliriz. Teknik resmini çizdiğimiz cismin kesildiğini hayalimizde canlandırdığımızda, kesim düzlemine temas eden yüzeyler taranmış şekilde gösterilir. Kesim düzlemine temas etmeyen yüzeyler taranmaz. Üstteki resimde sol alttaki yandan izdüşüm kesit görünüş olarak çizilmiş ve taranmış ve taranmamış bölgeler gösterilmiş. Ancak bazı özel parçalar (mil, kama, pim, cıvata vb.) uzunlamasına kesilse bile taranmaz. Yalnızca enine kesildiklerinde taranırlar. Bunun amacı bu tür parçaların ayırt edilmesini kolaylaştırmaktır.
5.Yüzey Durumları
Bazı makine parçalarında aşınmayı azaltmak ve parça ömrünü uzatmak için yüzeylerin belirli bir pürüzlülükte olması istenebilir. Bu pürüzlülükler talaşlı veya talaşsız imalat yöntemleri kullanılarak istenilen duruma getirilebilir. Aşağıdaki resimde özel olarak pürüzlülük değeri belirtilmiş 3 bölgeyi görmekteyiz. Resmin sağ üst tarafında ise 1.6 ve parantez içinde 6.3 ile 0.8 görmekteyiz. Bunun anlamı; 6.3, 0.8 ve 0.8 olarak işaretlenmiş bu 3 bölge dışındaki yerler 1.6 şeklinde olacaktır.

Yüzey pürüzlülüğünün bir sonucu olarak aşağıda bahsedeceğim tolerans değerleri devreye girmektedir.
Yüzey pürüzlülüğünün bir sonucu olarak aşağıda bahsedeceğim tolerans değerleri devreye girmektedir.
6.Tolerans
Parça imalatında teknik resimde verilen ölçülerle birebir aynı üretilmesi mümkün olmaz. Ana ölçüden biraz büyük veya küçük boyutta üretilmiş olabilir. Bu farklılık birbiriyle temas eden veya birbiri içinde hareket eden parçaların beraber uyumlu olarak çalışmasını, montajlanmasını ve demontajlanmasını kolay sağlayacak miktarda olmalıdır. Bu ölçülü derecedeki farklılığa tolerans denir.
-Boyutların ahengini sağlamak için belirlenen toleranslar “Boyut toleransı”,
-Parçaların şekillerini ya da birbirlerine göre konumlarını sınırlandıran toleranslar “Şekil ve konum toleransı”
Şeklinde ayrılır. Boyut toleransları en çok delik-mil çiftlerinde kullanılır. Şekil toleransları parçaların dış görünüşleri hakkında bilgi verir. Konum toleransları ise parçaların birbirlerine göre duruşlarını ifade eder. Aşağıda toleranslara dair tabloları görmekteyiz:





-Boyutların ahengini sağlamak için belirlenen toleranslar “Boyut toleransı”,
-Parçaların şekillerini ya da birbirlerine göre konumlarını sınırlandıran toleranslar “Şekil ve konum toleransı”
Şeklinde ayrılır. Boyut toleransları en çok delik-mil çiftlerinde kullanılır. Şekil toleransları parçaların dış görünüşleri hakkında bilgi verir. Konum toleransları ise parçaların birbirlerine göre duruşlarını ifade eder. Aşağıda toleranslara dair tabloları görmekteyiz:
 .Geçtik en azından.
.Geçtik en azından.
")

